HO2RS Serisi Çelik / Çelik Bakım Gerektiren
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış, yağlama kanalı ve yağlama deliği dışında
İnceleTüm Askubal mafsal yataklar ve mafsal kafalar; yüksek hassasiyete sahip, montaja hazır yatak elemanlarıdır. Bu sebepten de, her biri dikkatli bir şekilde depolanmalı ve montajı doğru olarak yapılmalıdır. Aşağıdaki noktalara uyulması önemlidir:
Metalik malzemeden üretilmiş mafsal yataklarda ve mafsal kafalarda çalışma ömrü, büyük ölçüde düzenli yağlamaya bağlıdır. Tek seferlik ilk gres doldurma işlemi, sadece çalışırken maruz kaldığı yüklerin az olduğu durumlarda yeterlidir. Yağlamanın etkililiği ağırlıklı olarak; yüke, yükün türüne (sürekli, atımlı veya dalgalı), dönme açısına ve kayma hızına bağlıdır.
ASK laboratuvarlarımızda yapılan sayısız testler sonucunda; küçük dönme açılarının ve çok düşük ya da çok yüksek kayma hızlarının, yağlayıcı tabakasının yapısı üzerinde istenmeyen bir etkisi olduğu ortaya çıktı. Sadece tek yönde uygulanan yüklerin de, değişen yüklere kıyasla, istenmeyen bir etkisi olduğu anlaşıldı.
Yağlayıcının optimum ve dengeli dağılımını sağlamak için, ilk yağlamanın ve müteakip yağlamaların, mafsal yatağa ya da mafsal kafaya yüksüz durumdayken yapılması gerekir.
ASK ve müşteri tarafından kullanılan farklı yağlayıcılardan kaynaklanabilecek uyuşmazlığı önlemek için, mafsal yataklar ve mafsal kafalar tek bir antikorozif kaplama ile tedarik edilir. Bu nedenle; bakım gerektiren mafsal yataklar ve mafsal kafalara, çalıştırılmadan önce veya montajdan hemen sonra ilk yağlama yapılmalıdır. İlk yağlamanın, yaklaşık 1 saatlik rodaj süresinin ardından yapılmasını tavsiye ediyoruz.
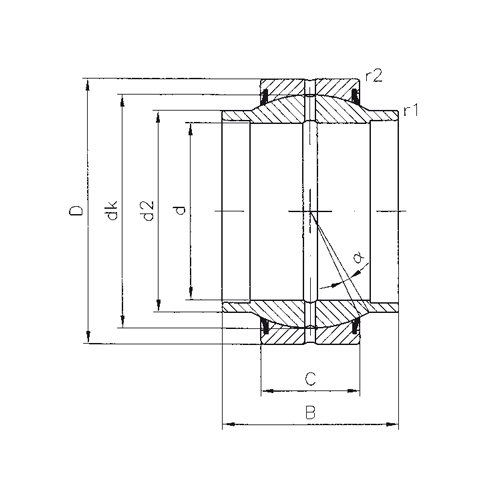
Yağlama yapılacağı zaman yatağın yüksüz durumda olması gerekir, bu sayede yağlayıcı engelsiz olarak yayılabilir. Yağlama işlemi, yağlayıcı; yatak dış bileziği ile iç bilezik arasından sızana kadar devam ettirilmelidir. Aynı şekilde dişi mafsal kafalarda montaj öncesinde, mildeki dişli kısmı vidalı bağlantı muylusu seviyesine kadar yağlayıcı ile doldurmak da tavsiye edilir. Bu sayede, yağlama nipeli ile yağlamaya gerek kalmadığından yapılan işin miktarı azalacaktır.
Bu malzeme kombinasyonunda yağlama için korozyon önleyici basınca dayanıklı lityum bazlı gresleri veya lityum kompleks sabunlu gresleri tavsiye ediyoruz. Çalışma sıcaklığı aralığı -20°C ile +110°C arasında olmalıdır.Sürtünmeyi azaltmak ve yüksüz durumda, üst sınır aralığında kullanılan bileşenlerin çalışma ömrünü arttırmak, katı yağlarla mümkündür. Bu yağlar da talep üzerine mevcuttur.
Bu malzeme kombinasyonu, düşük sürtünmesi ile bilinir. Sürtünme önleyici film, yağlama gereksinimini ortadan kaldıran ve bu sayede bakım gerektirmeyen çalışmayı mümkün kılan bir malzemeden yapılmıştır.
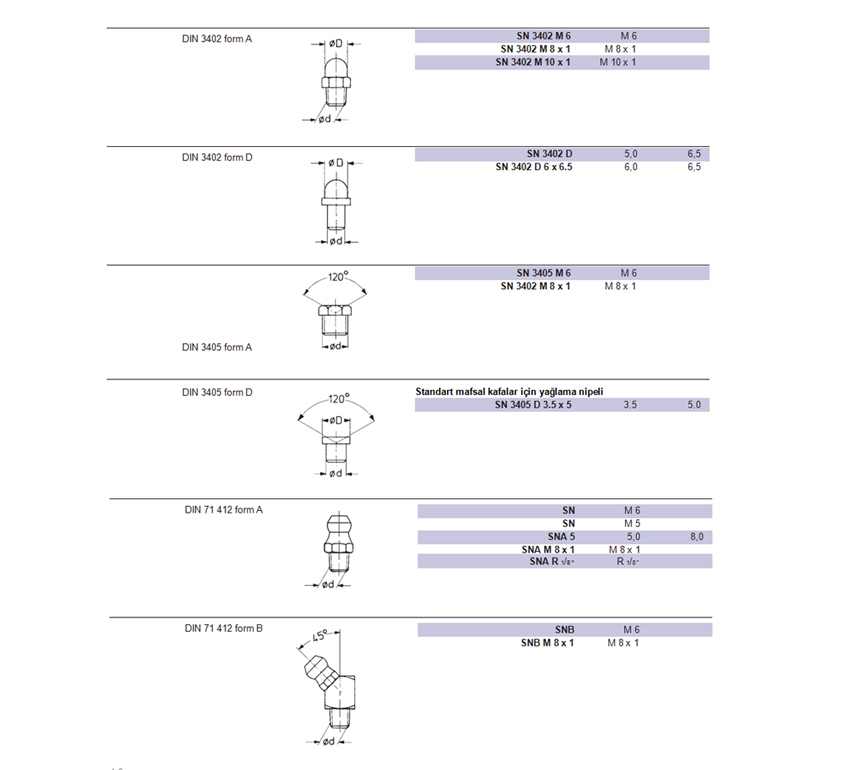
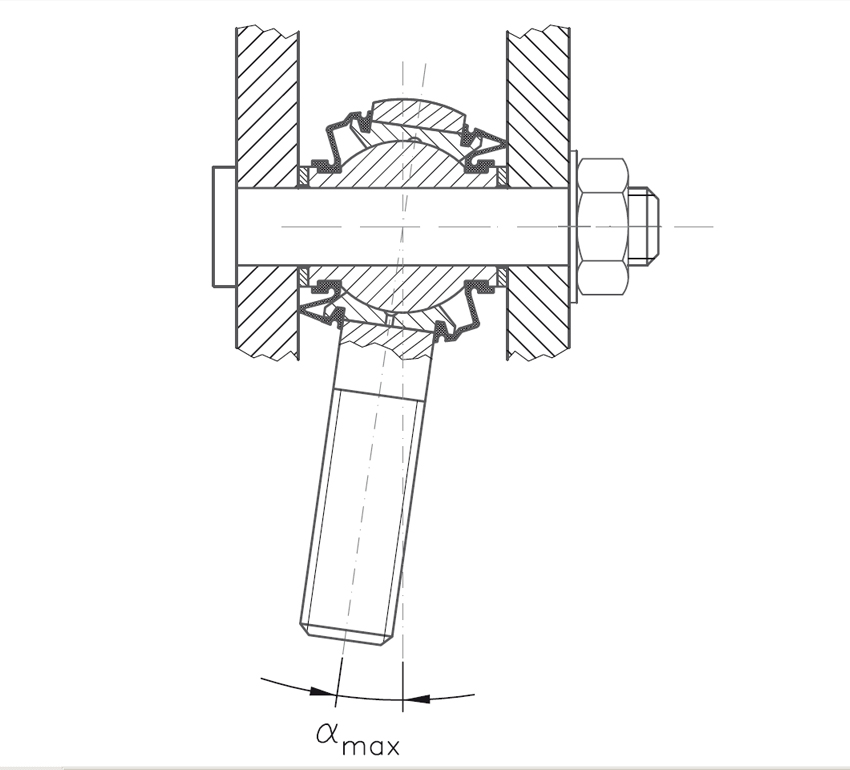
Bilyalı rulmanlar : Bu mafsal kafalara, lityum sabunlu gres ile kalıcı yağlama yapılmıştır. Sonradan yağlamaya gerek yoktur. Bununla birlikte, <5° dönme açılı bir versiyonda sonradan yağlamaya gerek vardır.
Makaralı rulmanlar : Bu mafsal kafalara, lityum sabunlu gres ile ilk yağlama yapılmıştır. Eğer bu mafsal kafalar, ağır çalışma şartlarında kullanılacaksa uygun yağlama nipeli vasıtasıyla yeniden yağlaması yapılabilir.
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış, yağlama kanalı ve yağlama deliği dışında
İncele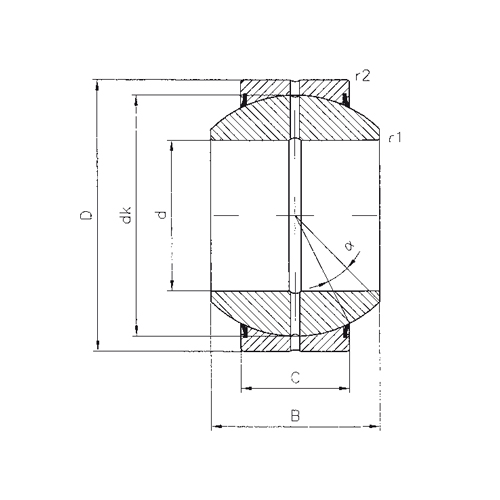
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış, iki tarafta da keçe bileziği
İncele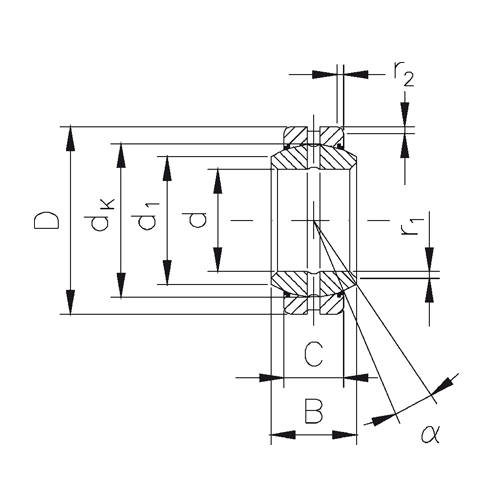
İki tarafta da keçe bileziği, sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış
İncele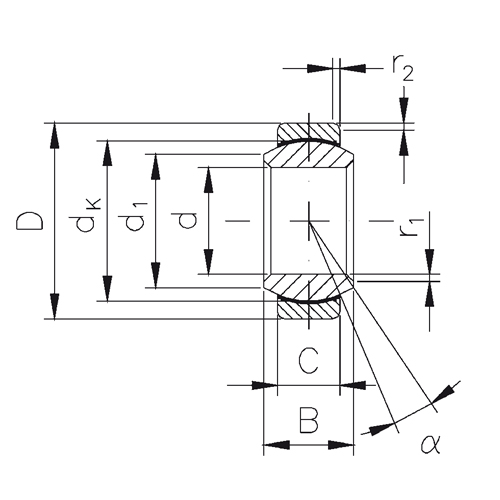
Paslanmaz çelik, sertleştirilmiş, taşlanmış ve cilalanmış, dış bilezik PTFE kaplı paslanmaz çelik
İncele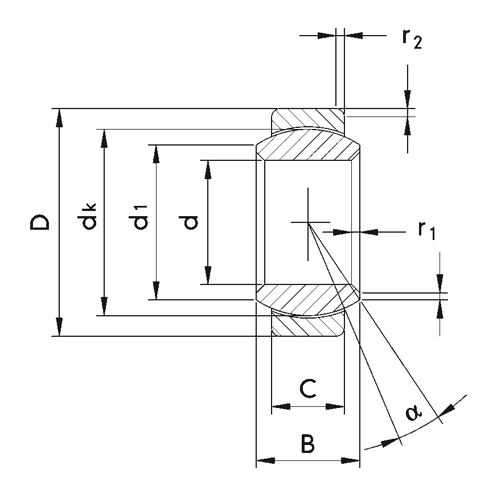
İç bilezik taşlanmış ve cilalanmış, dış bilezik çelik, PTFE kaplı, iki tarafta da keçe bileziği
İncele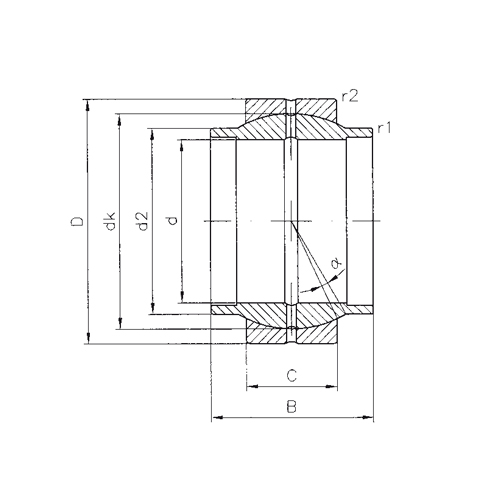
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış dış bilezik
İncele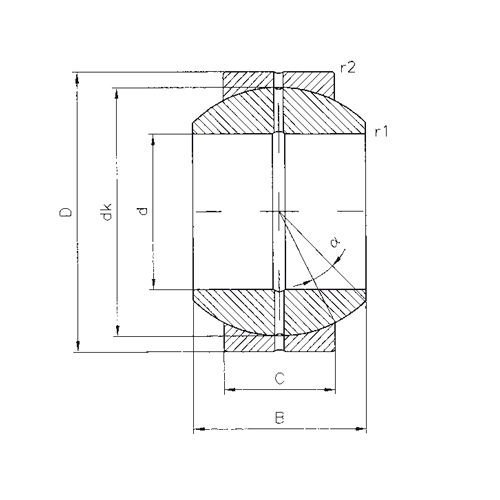
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış. dış bilezik, iç bileziğin montajı için bölünmüştür.
İncele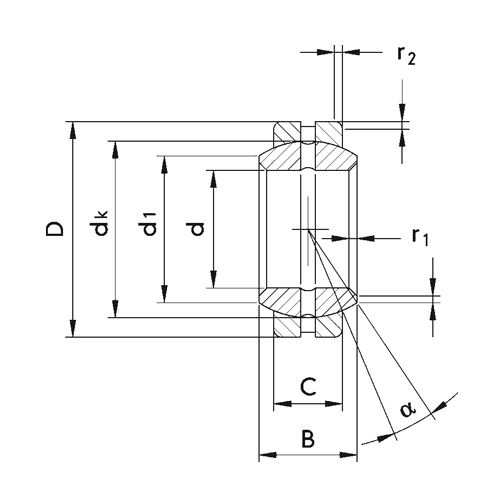
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış, dış bilezik, iç bileziğin montajı için bölünmüş
İncele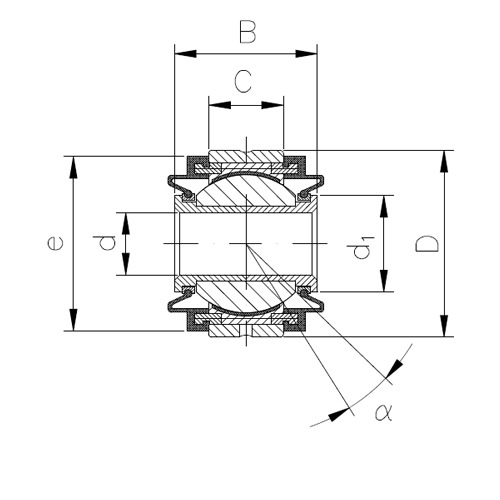
PTFE - sürtünme önleyici film kaplı pirinç, iç bileziğin etrafında soğuk biçimlendirilmiş, dış çapı dişli
İncele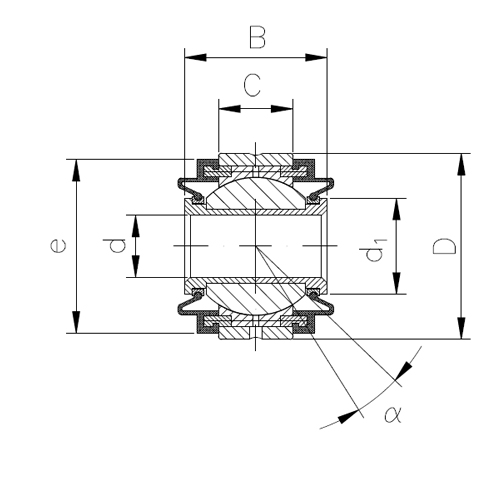
Kayan yüzey, uzun ömürlü bronz kaplıdır. Her iki kabuk da erkek dişlidir ve gövdeye vidalanmıştır
İncele
PTFE - sürtünme önleyici film kaplı çelik, sürtünmesiz yatak çeliği
İncele
Isıl işlem görmüş çelikten. Yağlama, dış bilezikteki yağlama kanalı aracılığı ile yapılır
İncele
Paslanmaz çelik, taşlanmış dış çap. Mafsal yatak, dış muhafazaya preslenmiş
İncele
Paslanmaz çelik bakır alaşımsız, Paslanmaz çelik, sertleştirilmiş, taşlanmış ve cilalanmış
İncele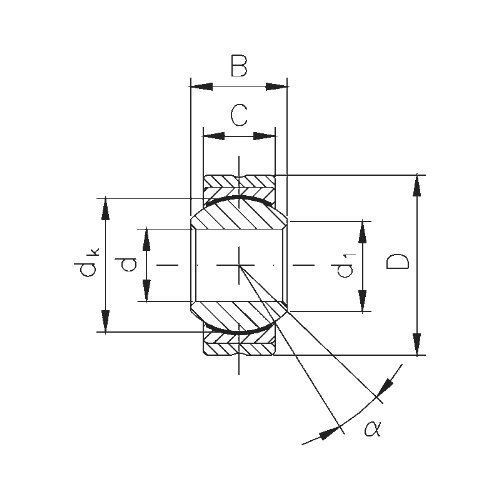
PTFE - sürtünme önleyici film kaplı pirinç, iç bileziğin etrafına soğuk çekilmiş
İncele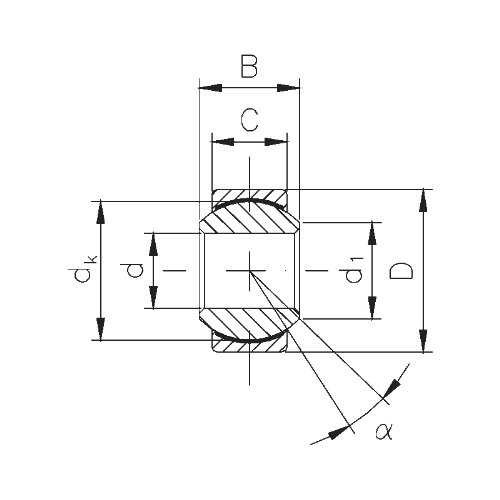
Paslanmaz çelik, sertleştirilmiş, taşlanmış ve cilalanmış
İncele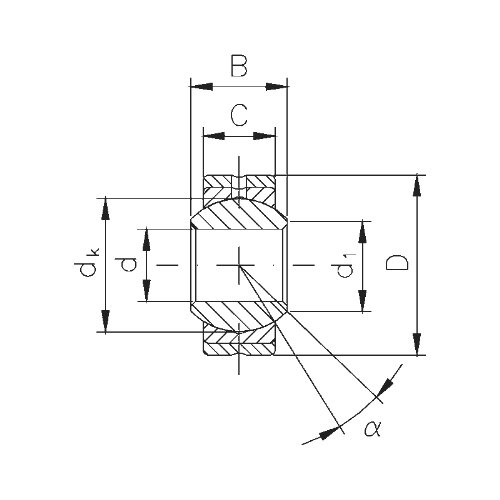
Paslanmaz çelik, taşlanmış dış çap. Mafsal yatak, dış muhafazaya preslenmiş
İncele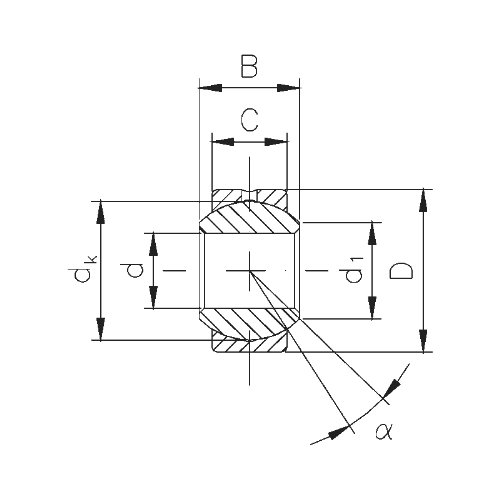
Bronz, taşlanmış dış çap. Kayan yüzey, uzun ömürlü bronz kaplıdır.
İncele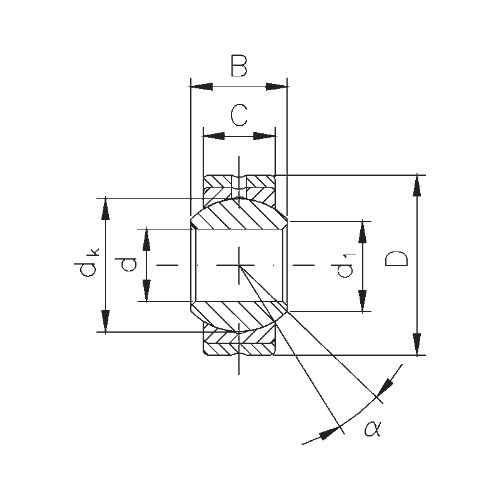
Çelik, taşlanmış dış çap. Mafsal yatak, dış muhafazaya preslenmiş.
İncele
PTFE - sürtünme önleyici film kaplı, sürtünmesiz yatak çeliği, sertleştirilmiş
İncele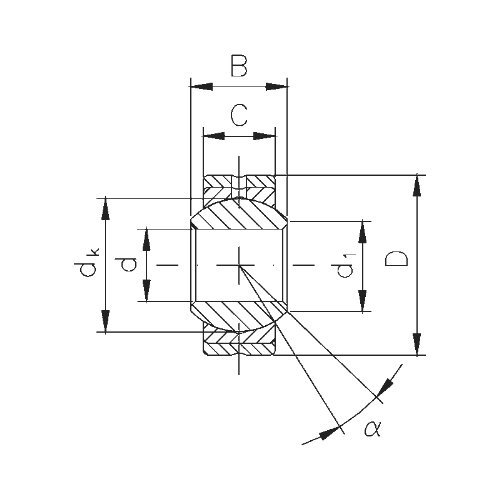
Sürtünmesiz yatak çeliği, sertleştirilmiş, taşlanmış ve cilalanmış
İncele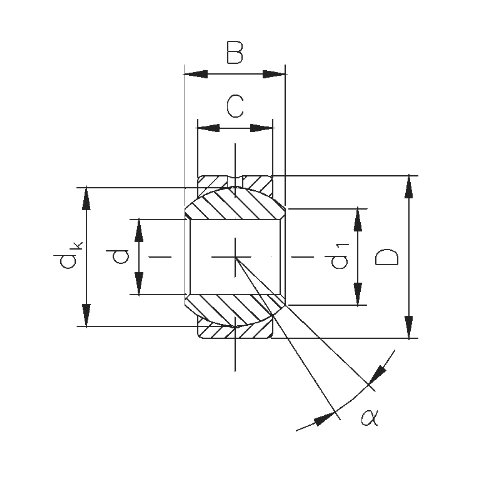
Dış çap taşlanmış, uzun ömürlü bronz kaplı kayan yüzey
İncele
![]()
Firmamız ulaşmaya çalıştığınız ürün ile ilgili en kaliteli ve en hızlı hizmeti sunmayı hedefliyor!
© LRS Rulman Tüm hakları saklıdır. Sitede bulunan içerik telif hakkı ile korunan materyal kapsamına girmektedir. İzinsiz kullanıldığı takdirde yasal yollara başvurulacaktır.